What Is a Direct Drive Extruder? Complete 2026 Guide
What a Direct Drive Extruder Actually Is
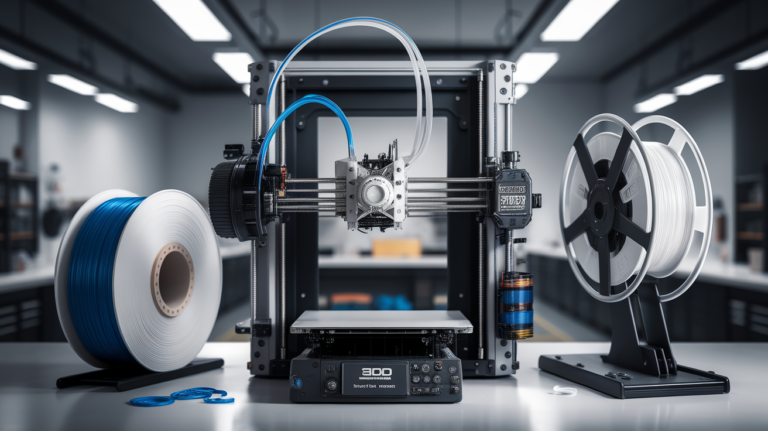
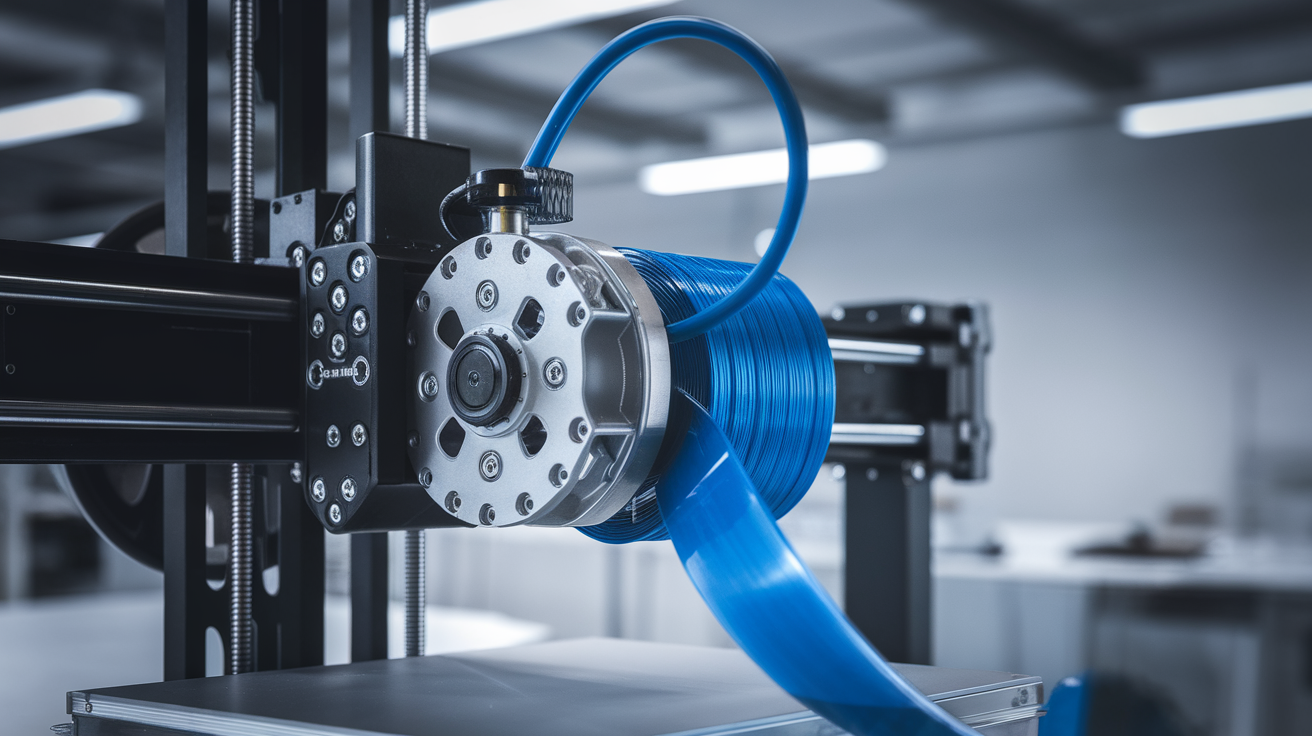
A direct drive extruder mounts the filament-feeding motor — the extruder — directly on top of the hotend, on the moving print head. When the firmware tells the motor to push 1mm of filament, that filament travels maybe 20–40mm down through gears and into the melt zone. Compare that with a Bowden extruder, where the same motor sits on the printer’s frame and pushes filament through 300–600mm of PTFE tube before it reaches the hotend.
That single design choice — where the motor lives — defines almost every aspect of how the printer behaves. Direct drive gives you tighter control over filament motion, especially during retraction and rapid direction changes. The trade-off is that the print head becomes heavier, which limits how fast you can move it before ringing and ghosting appear in the surface finish.
If you bought a printer in 2024 or later, there’s a roughly two-thirds chance it shipped with direct drive — Bambu Lab, Prusa MK4, Creality K1 series, Sovol SV07, Anycubic Kobra 2 series, and Elegoo Neptune 4 all use direct drive by default. The Bowden holdouts are mostly budget Cartesian printers and a few CoreXY designs that prioritize speed over filament flexibility.
The Physics: Why “Short Path” Matters
Filament behaves like a long, slightly squishy spring inside a tube. When the motor pushes, the filament compresses slightly before the tip starts moving. When the motor retracts, the filament springs back slightly before the tip starts retracting. The longer the filament path, the more spring you have, and the more lag between what the motor commands and what actually comes out the nozzle.
On a 600mm Bowden setup, retracting 6mm at 50 mm/s might take 100–200ms before the melt zone actually depressurizes. On a direct drive setup with 25mm of path, that same retraction depressurizes in under 30ms. That speed difference is why direct drive prints stringy materials like PETG and TPU more cleanly: the firmware can stop oozing the moment it stops printing.
The same physics apply in reverse. After a travel move, restarting extrusion on a direct drive happens almost instantly. On a Bowden, the firmware has to “prime” extra filament to repressurize the melt zone before the next line draws cleanly — and getting that prime amount wrong leaves visible blobs or gaps at the start of every perimeter.
Direct Drive Strengths: Flexible Filaments, Cleaner Detail
The single biggest reason to want direct drive is TPU and other flexible filaments. Soft filament inside a 600mm Bowden tube buckles and folds against the tube wall instead of pushing forward — like trying to push a wet noodle through a straw. With direct drive, the few millimeters between gears and hotend don’t give the filament room to buckle. You can run TPU at meaningful speeds (40–80 mm/s on modern direct drive systems) instead of the 15–25 mm/s ceiling that Bowden imposes.
The second strength is fine-detail prints. Miniatures, lithophanes, organic models — anything with rapid extrusion changes — benefits from the tighter coupling between motor command and nozzle output. Stringing on PETG models drops by 60–80% on direct drive at the same retraction settings. Surface finish on the front face of perimeters cleans up because the pressure equalization between layers is faster.
The third strength is reduced calibration effort. Pressure advance, retraction distance, and Linear Advance values that work on direct drive tend to work across more filament brands without per-spool tuning. Bowden setups are more sensitive to filament rigidity — switching from a stiff Hatchbox PLA to a soft Polymaker PolyTerra often forces you to retune retraction.
Direct Drive Weaknesses: Mass, Speed Ceilings, Maintenance Access
The print head on a direct drive setup carries the full weight of an extruder motor — typically a NEMA 17 weighing 200–400 grams. That mass moves with the head on every X and Y motion. On bed-slinger Cartesian printers (Ender-style), this added mass meets a moving Y-axis bed in opposing directions, and accelerations above 2000–3000 mm/s² produce visible ringing without input shaping enabled.
Modern direct drive setups mitigate this in three ways. Lightweight extruder designs (Sherpa Mini, Orbiter v2, BIQU H2) use compact pancake stepper motors that weigh 100–150g instead of 350g. Input shaping algorithms (built into Klipper, RRF, and Marlin 2.1+) cancel out ringing mathematically by pre-compensating for resonance. CoreXY mechanics decouple the print head mass from the bed entirely, so a heavy direct drive head matters far less than on a bed slinger.
Maintenance access is also harder. Replacing a Bowden tube is a five-minute job. Replacing the extruder gears or the hotend on a direct drive often means dismantling the print head — twenty minutes minimum, and you’ll need to recalibrate Z-offset and pressure advance after reassembly. Beginners doing their first hotend swap usually find Bowden setups more forgiving.
How Direct Drive Pairs With Modern High-Speed Printing
The 2024–2026 generation of “fast” printers — Bambu X1C, Prusa MK4, Creality K1 Max, Sovol SV08 — almost all use direct drive. The reason isn’t that direct drive is faster in raw motion; it’s that high-speed printing demands precise pressure control, and direct drive delivers it. Pressure advance values that work at 250 mm/s require sub-millisecond melt-zone pressure response, which Bowden physics simply can’t provide.
Pair direct drive with a high-flow hotend (CHT, Volcano, Revo HF, Bambu’s hotend) and you can sustain 30+ mm³/s of melt rate with consistent extrusion. The same hotend on a Bowden will technically melt the filament at the same rate, but the pressure lag will produce inconsistent line widths during direction changes — visible as ribbing on flat walls.
For Klipper users, pressure advance calibration is the single biggest test of direct drive vs Bowden. A well-tuned direct drive printer might use pressure advance values of 0.020–0.040. A Bowden setup with the same hotend often needs 0.5–1.0 — an order of magnitude higher to compensate for the longer path. Lower pressure advance values mean the firmware is doing less work to predict pressure changes, and the result is more consistent extrusion.

Choosing a Printer: When Direct Drive Is the Right Answer
Direct drive is the right answer when any of these are true. You print TPU or other flexible filaments regularly. You print fine miniatures or detailed models where stringing matters. You want to minimize calibration time across multiple filament brands. Your printer is a CoreXY (where mass on the print head matters less). You plan to push your printer past 200 mm/s on real prints, not just on benchy speedruns.
Bowden is still the right answer when. You print mostly PLA at moderate speeds. You have a bed-slinger Cartesian printer and don’t want to add print-head mass. You want easier hotend access for maintenance. You print large parts where a lightweight head reduces ghosting more than it costs in retraction quality. Modern Bowden machines like the Voron 2.4 with Stealthburner can still produce world-class quality with proper pressure advance tuning — direct drive is not categorically superior.
If you’re upgrading an existing printer from Bowden to direct drive, expect to spend $50–$150 on the conversion kit (Sprite, BIQU H2, E3D Hemera) plus 2–4 hours of installation and recalibration. The upgrade pays off most for users who switched to flexibles or fine-detail work; PLA-only printers will see marginal improvement at best.
Common Direct Drive Setups in 2026
Bambu Lab X1C, P1S, A1, A1 mini: Custom Bambu extruder with hardened steel gears, integrated load cell for auto Z-offset. Excellent out-of-box performance, locked firmware ecosystem.
Prusa MK4, MK4S, XL: Nextruder with planetary gearing. Heavier than competitors but extremely consistent across filament types. Open-source firmware (Buddy/Marlin fork).
Creality K1, K1 Max, K2 Plus: Bi-metal heatbreak, dual-gear extruder. Solid CoreXY platforms with good Klipper integration after community modifications.
Sovol SV07, SV08: SV08 is a Voron 2.4 clone with a stock LDO Sherpa Mini extruder. Best-in-class direct drive on a sub-$700 CoreXY machine.
Voron 2.4, Trident, V0: User-built CoreXY machines using community-designed lightweight extruders (Stealthburner with Clockwork 2, Galileo 2, Orbiter 2). Top-tier print quality at the cost of build complexity.
For DIY upgrades on Ender-class printers, the Sprite Pro extruder (~$80) is the default budget pick. The Orbiter v2 (~$120) is the lightweight enthusiast choice. The BIQU H2 v2S (~$95) is the best balance of weight, gear ratio, and flow rate for most upgraders.
Maintenance and Long-Term Care
Direct drive extruders need regular cleaning that Bowden setups don’t require as often. Filament dust and partial-clog debris accumulate in the gear teeth, and because the gears sit directly above the hotend, gravity pulls residue downward into the melt zone. A monthly cleaning routine — pop the extruder cover, brush the gears with an old toothbrush, blow out debris with compressed air — prevents 90% of mid-print extruder skips.
The hotend itself wears faster on direct drive setups because the filament path is shorter and the flow rates tend to be higher. Plan on replacing the nozzle every 200–400 print hours for brass nozzles printing PLA and PETG, and every 80–150 hours for hardened steel printing carbon-fiber filaments. The thermistor and heater cartridge typically last 1500+ hours but should be inspected annually for fraying wire insulation, especially on machines that run high-temperature filaments.
Calibration drift is another direct-drive-specific concern. The Z-offset and pressure advance values you set on day one will shift slightly over the first 50–100 print hours as the extruder gears bed in and the heat block expands and contracts repeatedly. Plan to recalibrate Z-offset weekly for the first month, then monthly thereafter. Pressure advance recalibration is needed any time you swap filament brand, change nozzle size, or update firmware — not on a fixed schedule.
The Bottom Line
A direct drive extruder mounts the filament motor directly on the print head, giving you tight pressure control, clean retraction, and the ability to print flexible filaments at meaningful speeds. The trade-off is added moving mass that demands input shaping and good frame rigidity to avoid ringing. In 2026, direct drive is the default on almost every printer above $400, and the upgrade is worth it for anyone printing TPU, fine details, or pushing speeds above 200 mm/s. For PLA-only users on bed-slinger machines, a well-tuned Bowden setup remains a perfectly valid choice — direct drive is a tool for specific problems, not a universal upgrade.